

Established in 1996, PressureJet Systems Private Limited is a leading hydro blasting machine manufacturer and a trusted name in high-pressure reciprocating plunger pumps and pumping systems.
About Us
India’s Largest Hydro Blasting Machine Manufacturer

An NSIC-registered, ISO 9001:2015 certified MSME, PressureJet has earned a strong reputation for reliability, performance, and consistent growth, making it one of India’s top brands in the high-pressure plunger pump segment.With a team of 100+ skilled professionals, we design and manufacture high-pressure triplex plunger pumps and custom-built systems up to 330 HP.
Our systems are widely used for hydro blasting, hydro jetting, high-pressure cleaning, hydrostatic pressure testing, sewer jetting, firefighting, hot steel descaling, surface preparation, tank and reactor cleaning, water mist fire suppression, and specialized industrial processes across chemical, petrochemical, steel, power, pharmaceutical, sugar, distillery, and municipal sectors.
High-Performance Hydro Blasting Equipment
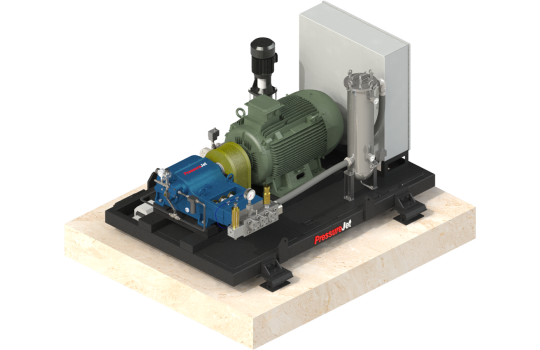
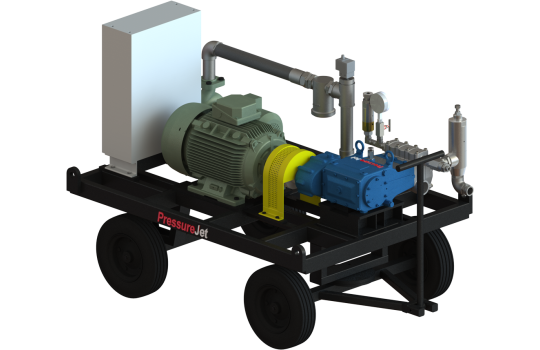
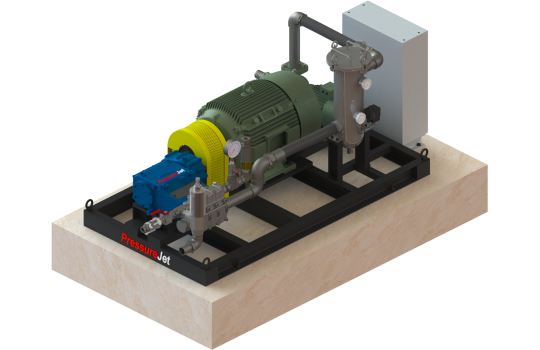
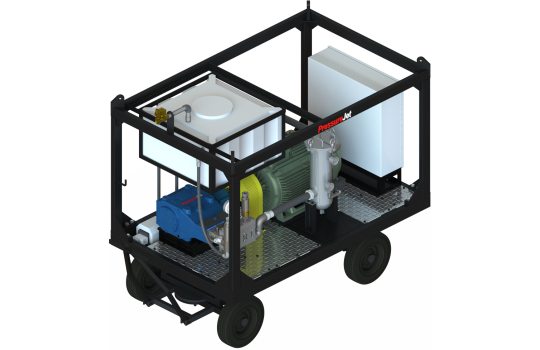
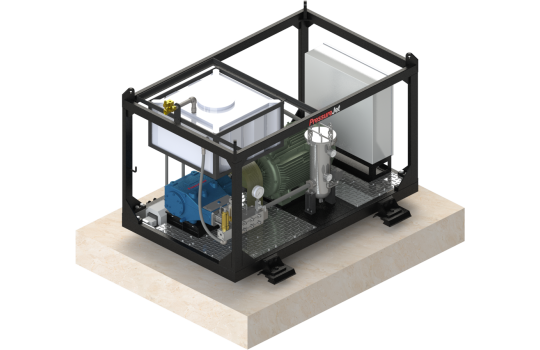
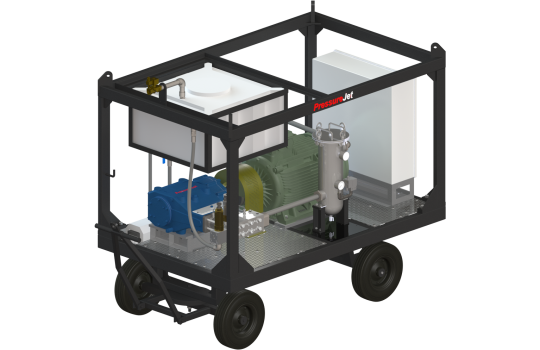
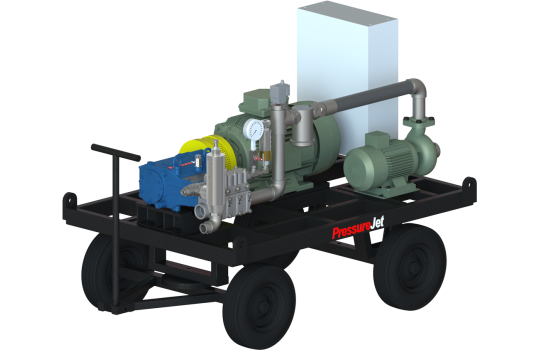
Experience the power of PressureJet Hydro Blasting Equipment, engineered for demanding surface preparation and coating removal applications. With operating pressures up to 1400 Bar and power up to 150 HP, our Hydro Blasting Machines deliver high efficiency, consistent performance, and long-term reliability across industrial environments.
Built around high-pressure reciprocating plunger pumps , each Hydro Blasting Machine undergoes rigorous 200-hour continuous duty testing and is manufactured using advanced inspection systems, including 3D CMM technology, to ensure precision and durability. Trusted globally, PressureJet solutions are designed to maximize uptime while protecting substrate integrity.
Applications of Hydro Blasting Machines
- Surface Preparation
- Paint Removal
- Coating Removal
- Rust Removal
- Kiln Cleaning
- Stone Texturing & Washing
Industries Served
- Cement
- Oil & Gas Refineries
- Marine
- Marble & Granite
- Construction
PRODUCT RANGE
| MODEL-SPM | FLOW RATE | PRESSURE | MOTOR POWER | ||||
|---|---|---|---|---|---|---|---|
| l/min | Gpm | bar | psi | Mpa | hp | KW | |
| VC 14 - 600 | 15 | 4 | 1400 | 20305 | 140 | 60 | 45 |
| 1300 | 18855 | 130 | 50 | 37 | |||
| VC 16 - 600 | 22 | 5.9 | 1130 | 16389 | 113 | 60 | 45 |
Note: Required diesel engine
HP will be 20% more than
motor HP.

| MODEL-SPM | FLOW RATE | PRESSURE | MOTOR POWER | ||||
|---|---|---|---|---|---|---|---|
| l/min | Gpm | bar | psi | Mpa | hp | KW | |
| KDD 20 75 - 435 | 30 | 8 | 1400 | 20305 | 140 | 100 | 75 |
| KDD 20 95 - 500 | 50 | 13.3 | 1400 | 20305 | 140 | 150 | 112 |
| 1100 | 15954 | 110 | 120 | 89 | |||
| KDD 22 75 - 435 | 40 | 10.7 | 1100 | 15954 | 110 | 100 | 75 |
| KDD 22 95 - 500 | 60 | 16 | 1100 | 15954 | 110 | 150 | 112 |
Note: Required diesel engine
HP will be 20% more than
motor HP.
| MODEL-SPM | FLOW RATE | PRESSURE | MOTOR POWER | ||||
|---|---|---|---|---|---|---|---|
| l/min | Gpm | bar | psi | Mpa | hp | KW | |
| EAC 12 - 690 | 8 | 2.1 | 1400 | 20305 | 140 | 40 | 30 |
| 1220 | 17695 | 122 | 30 | 22 | |||
| 1020 | 14794 | 102 | 25 | 19 | |||
| EAC 12 - 825 | 10 | 2.7 | 1400 | 20305 | 140 | 40 | 30 |
| 1025 | 14866 | 103 | 30 | 22 | |||
| EAC 12 - 985 | 12 | 3.2 | 1150 | 16679 | 115 | 40 | 30 |
Note: Required diesel engine
HP will be 20% more than
motor HP.
Applications of Hydro Blasting Machines
PressureJet high pressure hydro blasting machines are trusted across industries for a wide range of industrial cleaning applications, including:
Surface Preparation
Paint Removal
Coating Removal
Rust Removal
Kiln Cleaning
Stone Texturing & Washing

Surface Preparation

Paint Removal

Coating Removal

Rust Removal

Kiln Cleaning

Stone Texturing & Washing
Trusted Hydro Blasting Machine for Surface Preparation and Paint Removal
PressureJet high pressure hydro blasting machines are trusted across industries for a wide range of industrial cleaning applications, including:

Industries Using Hydro Blasting Machine
PressureJet high pressure pump custom systems are widely used by:
Cement – for efficient cleaning of kilns, resolving cyclone blockages, and removing buildup or ‘snowman’ formations
Oil & Gas Refineries – External cleaning of heat exchangers and industrial equipment.
Marine – Paint removal, and surface preparation.
Marbal and granite – Stone washing, texturing, and surface preparation.
Engineering Shutdown Maintenance Contractors – External cleaning of tube bundles, heat exchangers, evaporators, condenser tubes, and industrial pipelines.
PressureJet hydro blasting machines deliver efficient scale and coating removal, superior surface preparation, and minimized downtime, while significantly lowering maintenance costs — powered by innovative design, precision engineering, and premium manufacturing quality.
ACCESSORIES

T 70 Pressure Regulating Valve
- Provides superior pressure control for extra heavy-duty pump operations
- Rugged T-70 PRV construction ensures durability in extreme conditions.

DG-20 Dump Gun
- DG-20 Dump Gun with full SS body engineered for ultra-high pressure operations.
- Suitable for applications up to 1000 bar with assured durability and safety.

Safety Suit
- Heavy-duty safety suit designed for operators working with ultra-high pressure water jetting
- Made from multi-layer ballistic fabric for cut, puncture and water-jet resistance.

Rupture Disk
- Rupture disk provides instant pressure relief to protect pumps and operators from overpressure.
- Designed for precise burst pressure ratings to safeguard ultra-high pressure systems.

High Pressure Discharge Hose
- High-pressure discharge hose rated up to 1400 BAR
- Constructed with multi-wire steel braid reinforcement for superior strength and flexibility.

MEG Nozzle
- Flat jet high-pressure nozzle for uniform impact and consistent surface cleaning.
- Rated for pressures up to 700 BAR for hydro jetting and descaling systems.

Attack Tip
- High-impact attack tip nozzle for concentrated surface cleaning and coating removal.
- Operates at extreme pressures up to 1400 BAR for hydro blasting and industrial maintenance.



TESTIMONIALS



